














1、廠區規劃應重點考慮的幾點
廠區規劃其實是個很重要的環節,很多管理者往往不夠重視這點,只是想著用怎樣的設備,用什么樣的技術人員。殊不知廠區規劃的不合理往往會給生產帶來很大的困難。
比如:設備擺放空間狹窄會在一定程度上降低生產效率;管道設計得不科學,就會導致蒸汽回收、排廢等的不暢通;制膠房離瓦線過遠,會嚴重影響上膠質量等等。
建新廠建議應注意考慮以下幾點:
●根據未來3-5年可能的客戶需求和市場規模,確定各設備產能要求。
●可用的資金及信貸規模,新工廠位置,土地規模。
●廠房結構,工廠布局,設備選型,輔助設施。
●項目投資收益估算,設定投資回報期及盈虧平衡點。
2、職能區域規劃:人員、貨物進出工廠通道盡可能分離,并且要便于監控
紙箱廠的職能區域可分為分散型和集中型兩種。所謂集中型就是紙箱廠的行政辦公區、生活宿舍區、生產倉庫區比較緊湊,方便集中管理。
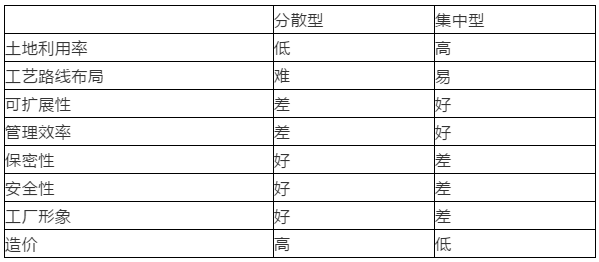
表注:分散型和集中型職能區域效果比較
規范的紙箱廠廠區一般有3個大門:一個專門用于員工出入、來賓來訪、小車出入等;一個用于貨車卡車出入,比如造紙廠送原紙過來,或紙箱廠送紙箱出去;還有一個是運煤、運廢紙包出入的大門,一般位于廠區的邊角處。
行政辦公區的設計一般分為兩種:一種是在車間一側靠近大門的位置隔開一長條,分上下兩層做辦公室;另一種是在靠近大門或就是在大門圍墻一側建獨立的辦公樓。以上兩種設計各有利弊,要具體分析,綜合評估。
關于成品存放區,每平米的廠房空間,約可存放220㎡的成品。在設計成品區時,需根據單日最大產能、庫存天數、人車過道空間,考慮為突發狀況預留約為常規量2-2.5倍的區域。
關于半成品存放區,每平米的廠房空間,約可存放250㎡的半成品。在設計半成品區時,需根據訂單結構、單日最大產能、半成品轉運方式、人車過道空間、后段加工程序及產能,考慮為突發需求預留約為常規量2-2.5倍的區域。
3、生產區域規劃:建議采用大車間模式,“U型”廠區
生產區域有3個重點:原紙庫、紙板成品庫、生產車間,另外還有輔助區域。建議采用大車間模式,原紙倉庫、生產車間、成品倉庫在同一建筑物內,中間有墻體隔離。
方形的廠區對于紙箱廠來說最合理,而不宜建成長方形廠區。“U型”的廠區,是最標準最合理的布局,既節約土地,又有利于日常生產管理和運營。
原紙庫最好只設兩個門,門不能開太多,否則會有安全隱患。紙箱廠自己的員工,送紙廠的陪同人員等,都不能輕易進入原紙庫。如果不嚴格控制這一點,有可能會發生突如其來的意外。
原紙庫的建設,要注意兩點:一是堆碼高度,要依據廠房規定及抱車可能到達的高度。二是原紙的放置方法,建議采用斜度平行法。原紙庫里面,十字路口越少越好。原紙擺放設計,一般采用45°角的排列方式,因為會更節省叉車過道空間。因為原紙要求保持干燥,所以原紙庫能做防水的就做防水處理。
生產車間一般包括:瓦線車間,制膠房,空壓氣站,后道印刷車間,油墨室,制版房,樣品間。
關于生產車間規劃,建議有:就近原則;空間利用最大化;工藝路數最短化;盡量資源共享;建設參觀走廊。
比如制膠房,要離單面機近;離得遠了,容易堵膠,清洗膠也不方便。
簡化設備格局,原則是首先要保持流水狀態,并減少拐彎,不走回頭路。但有時考慮到勞動法對工作環境的要求,流水線同后道最好設有磚墻分隔,以減少嘈聲。同時防止熱量影響后道。
有條件的話可以配置工廠內部物流傳輸系統;印刷模切及成箱后道應留足空間。
設備的布置有一個大家容易忽略的問題,就是紙板流水線盡可能要放在廠房的北面。原因很簡單,流水線工作時,會帶來很大的熱量。而風大部分時間是由南向北吹。如果布置在南面,風會將熱量傳送到車間的內部,影響到其他員工的工作環境。
參觀走廊是為了迎接同行過來參觀之用,可在辦公區域的二樓開左右朝向的通道,這樣來賓從上往下看,只能對生產車間的大體布局有所了解,而不用擔心設備或工藝被披露等,既遵守了保密原則,又實現了開放廠房,開展同行交流的目的。









 行情
行情
 訂單
訂單
 廣告
廣告
 我要
我要
 簽到
簽到

 關注
關注
 客服
客服 TOP
TOP


 粵公網安備 44011202002240號
粵公網安備 44011202002240號